Cement Silo Safety & Operation: Troubleshooting Pressure Valves & Aeration Systems
Cement silos (whether bolted or welded configurations ranging from 50-ton to 300-ton execution models) are high-risk pressure boundaries inside any automated industrial production layout.

Metrological Overview & Structural Pressure Dynamics
Within large-scale bulk powder storage and delivery infrastructure, maintaining the mechanical and pneumatic equilibrium of a storage vessel is paramount. A cement silo—storing anywhere from 50 to 300 metric tons of fine Portland cement or pulverized fly ash—is subject to extreme internal static stresses, erratic pneumatic material surges, and sudden internal pressure differentials.
Bulk powder material handles fluidly when aerated but settles into a highly compacted, dense mass when stagnant, triggering structural challenges such as material bridging, "ratholing," and mechanical funnel flow blocks.
Furthermore, when pneumatic bulk road tankers pump dry cement powder into the silo at high velocities (typically utilizing an injection line pressure of 0.15 MPa to 0.25 MPa), the internal air volume changes rapidly.
If the silo top venting filter elements blind or the primary safety pressure relief valve fails to actuate, internal air pressure spikes instantly. This leads to structural filter ejection accidents, upper shell deformation, or terminal roof rupture failures.
This industrial operations manual provides plant engineers, site mechanics, and procurement managers with exact mechanical tolerances, pneumatic aeration parameters, and a structured checklist to troubleshoot fluidization blockages and pressure valve overloads.
The 3 Critical Pillars of Silo System Failures
To eliminate structural risks and secure zero-downtime powder handling sequences, field maintenance crews must systematically manage the three failure vectors of silo engineering.
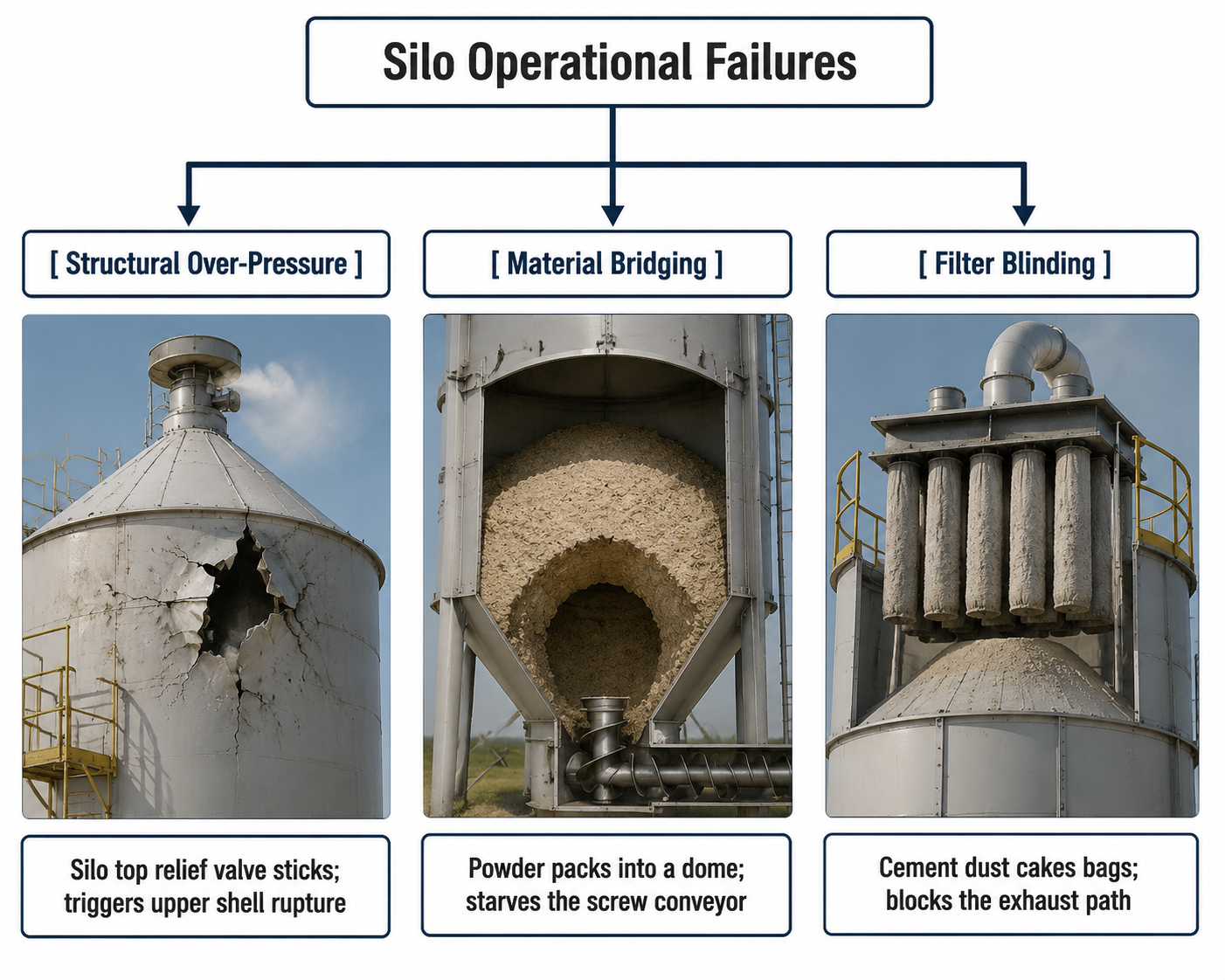
1. Silo Top Pressure Relief Valve Seizure (Stiction Mechanics)
The safety valve (commonly supplied by international lineages like WAM's VCP series) is the final mechanical defense line against catastrophic silo over-pressurization.
- The Seizure Mechanism: Fine cement dust drifts into the mechanical guide springs and counterweight seal flaps of the relief valve. When ambient moisture hits this dust coating, it flash-hydrates into a dense, solid crust. This locking paste binds the spring stroke, elevating the cracking pressure required to pop the valve. If a pneumatic tanker pumps powder into a sealed tank under these conditions, the internal pressure breaches the shell's structural limits, ripping open the roof seams.
2. Material Bridging and Ratholing (Flow Matrix Blocks)
Fine cement powder particles easily lock together under intense gravity compaction forces inside the lower discharge cone.
- The Bridging Trap: Material arches into a self-supporting dome directly above the discharge butterfly valve, completely starving the lower screw conveyor intake throat.
- The Ratholing Matrix: Material drops strictly down the center core pipe, leaving a massive ring of dead, caking powder compacted along the sloped steel walls, which drastically reduces active storage capacity and creates dangerous, un-symmetric structural loads on the silo columns.
3. Venting Baghouse Filter Blinding & Air Starvation
The automated silo top dust collector utilizes an array of cartridge elements or fabric bags to trap dust while letting air escape during pneumatic tanker unloading.
- The Blinding Cycle: If the automated reverse jet pulse cleaning sequence fails (due to low air pressure or a fried sequential timer card), cement dust builds up on the exterior cloth surfaces. The fabric loses its permeability, blocking the exhaust path. This causes internal air stagnation, which drives up tank pressures and causes raw material dust emissions.
Technical Specifications & Operating System Tolerances
The specification matrix below outlines the strict physical parameters and pressure boundaries required to maintain a safe, high-yield bulk powder storage environment.
| Operational Parameter / Node | Target Engineering Boundary | Emergency Failure / Trip Threshold | Specialized Measurement Device |
|---|---|---|---|
| Silo Safe Working Pressure | 0.002 MPa to 0.005 MPa | > 0.010 MPa (Structural Distortion) | Differential Pressure Transducer |
| Relief Valve Crating Pressure | 0.005 MPa (50 mbar) Max | Seized Closed (Imminent Over-Pressure) | Mechanical Test Bench |
| Fluidization Aeration Pressure | 0.02 MPa to 0.05 MPa (0.2-0.5 bar) | > 0.10 MPa (Powder Fluid Blow-By) | Precision Air Pressure Regulator |
| Reverse Jet Pulse Duration | 0.1 to 0.3 Seconds (Rapid Blast) | Continuous Bleed (Solenoid Failure) | Electronic Sequential Timer Card |
| Silo Load-Cell Weighing Delta | ≤ ±1.0% Total Scale Variance | > ±3.0% (Inventory Management Error) | Shear-Beam Strain Gauge Cells |
Step-by-Step Silo Optimization & Troubleshooting Sequence
When a material feeding starvation event or a high-pressure sensor alarm locks down the automated batching sequence, maintenance crews must execute this structural diagnostic path immediately.
Step 1: Perform Mechanical Inspection of the Pressure Relief Valve
- Enforce complete Lockout-Tagout (LOTO) protocols on the primary pneumatic silo filling lines.
- Scale the mixing tower access ladders to reach the silo roof safety platform.
- Manually lift the pressure relief valve counterweight or inspect the internal compression springs. Scrape away all caked, hydrated cement scale crust from the circular rubber sealing disc and the seat ring framework.
- Apply a lightweight layer of high-performance dry silicone spray lubricant to the spring guide rod. Engineering Rule of Thumb: Never use wet petroleum grease on a silo top valve, as it behaves like a magnet for airborne cement dust, accelerating stiction failures.
Step 2: Clear Material Bridging via Low-Pressure Aeration Pads
If the lower discharge butterfly valve opens but the screw conveyor runs dry due to material archiving:
- Locate the fluidization aeration pads or nozzles tapped at 90-degree intervals around the lower 60-degree steel cone body.
- Check the FRL regulator feeding the fluidization manifold. Ensure the air pressure is dialed precisely between 0.02 MPa to 0.05 MPa. Warning: Never inject raw high-pressure air (exceeding 0.2 MPa) directly into a silo cone, as it will compact the powder tighter into a bridge or punch an air hole straight through to the top without shifting the material arch.
- Activate the automated pulse fluidization loop. The low-pressure air stream flows through the semi-permeable fabric membrane of the aeration pads, breaking up particle-to-particle friction and turning the caked cement back into a free-flowing fluid slurry.
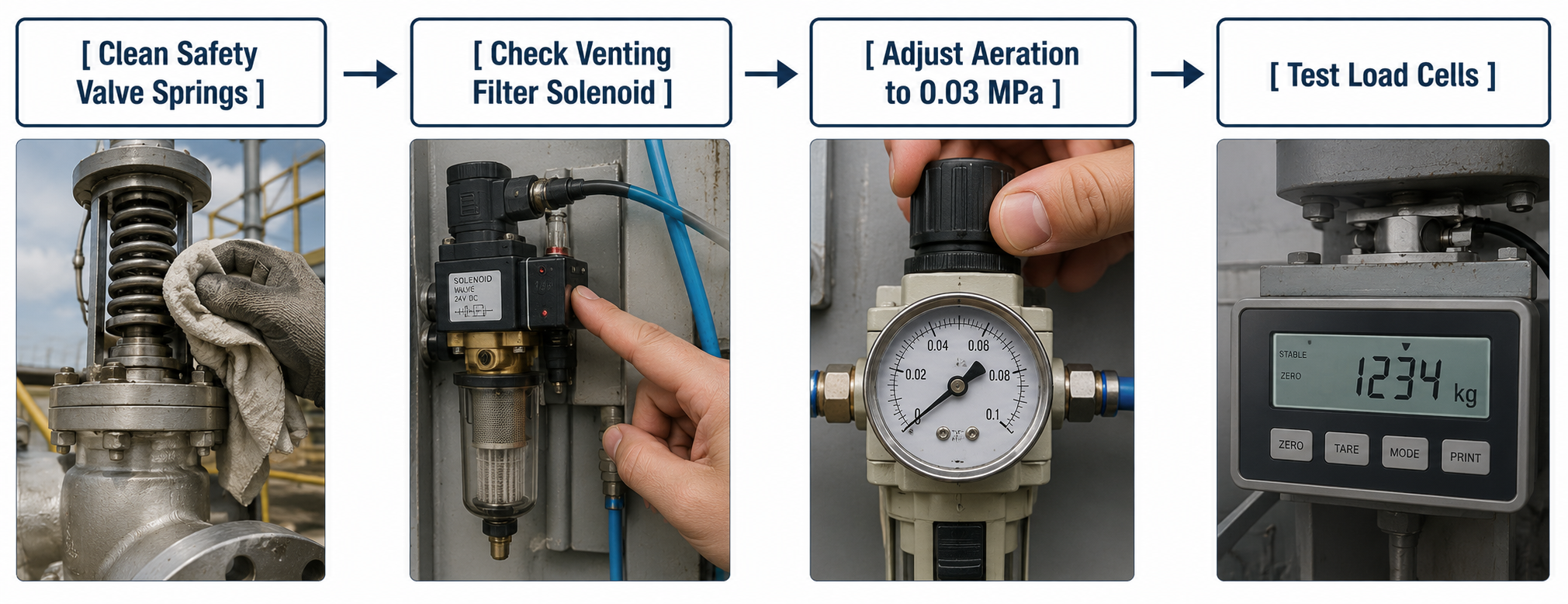
Step 3: Troubleshoot the Reverse Jet Pulse Venting Filter
If the silo roof pressure sensor signals an air blockage during an active bulk tanker dump:
- Open the silo top dust collector housing cover and check the automated pneumatic sequence header tank.
- Verify that the incoming air line delivers clean, dry compressed air at 0.6 MPa (6 bar).
- Check the electronic sequential timer card cabinet. If the internal LEDs are frozen, the board is dead. Use a multimeter to verify if a 24V DC or 110V AC pulse is reaching the pulse solenoid valves.
- If the electronics are healthy but individual rows fail to pulse, the internal polyurethane diaphragms inside the pulse valves have ruptured. Swap the internal diaphragm discs using an OEM rebuild kit to restore the high-velocity reverse-blast dust clearing sequence.
Frequently Asked Questions (FAQ)
Q1: Which is more cost-effective for long-term project lifecycles: bolted or welded cement silos?
A1: For long-distance cross-border shipping, bolted cement silos represent the highest capital efficiency. Because the curved steel panels pack completely flat, up to four 100-ton bolted silos can fit cleanly inside a single 40ft HQ sea container, reducing ocean freight shipping costs by up to 70% compared to a single pre-welded silo shell, which must ship as expensive oversized breakbulk cargo. However, welded silos save roughly 15-20 hours of local field crane and bolt installation labor during initial site staging.
Q2: How do you prevent internal condensation and caking inside a steel silo roof?
A2: Thermal condensation occurs when warm air inside the silo hits the cold steel roof plates at night, causing water droplets to run straight down into the cement powder. Sourcing agents can mitigate this risk by specifying a double-walled insulated silo roof architecture or installing automated, heavy-duty continuous mechanical roof exhaust fans linked to ambient humidity sensors. This configuration balances internal air temperatures and keeps the storage environment dry.
🏷️ High-Value Industrial Keywords
- Cement silo troubleshooting guides
- Silo aeration pad installation
- Silo pressure safety valve maintenance
- Pneumatic bulk powder conveying systems
- Silo bridging and rat-holing fixes
- Silo dust collector filter replacement
- ISO 8573 compressed air standards
- Bulk material silo mass flow calculations
Request Technical Blueprints & Factory Quotes
Submit your machinery parameters below. Connect directly with verified, certified heavy industrial manufacturers to receive custom foundation drawings, layout schematics, and direct-from-factory pricing.